
- Hard Ferrite/Ceramic magnets can be produced with either isotropic or anisotropic properties. Anisotropic properties are derived from the high magneto-crystalline shape anisotropy of the ferrite particles. Physical orientation of the ferrite particles is necessary in the pressing process to achieve magnetic alignment.
- Hard Ferrite magnets have excellent corrosion resistance and have normal operating capabilities between -40°C and +250°C. As temperature increases,remanence decreases by 0.2%/°C whereas coercively increases by 0.3%/°C. At very low temperatures there is a risk of permanent demagnetization in magnet systems with low working points.
- The excellent and consistent magnetic and physical characteristics of DML's ferrite magnet are established by integrated manufacturing process, which is evolved through long experience, unique technology and know-how acquired from a world leader like TDK Corporation, Japan.
- Innovative manufacturing technology continuous involvement of process control and new TQM initiatives enable DML maintain high level of quality at the most competitive prices in the world.
- The following shows the manufacturing sequence from raw material input through to the final inspection.
- Mixing ProcessOpen or Close
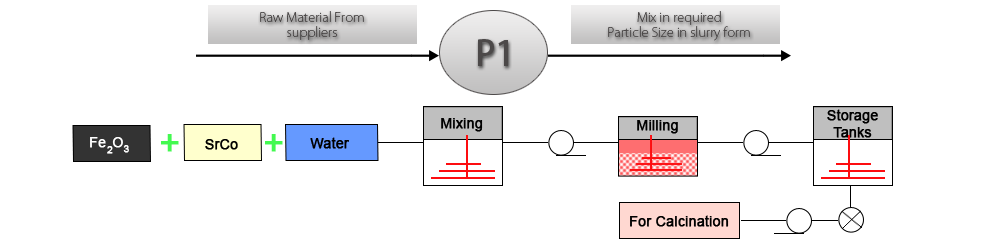
Brief Description:-
Raw materials, viz., Ferric Oxide and Barium / Strontium Carbonate are weighed, mixed and milled together with water in predetermined proportion to form a composite mixer.
The Wet mixing process adopted by DML ensures homogeneity which is very essential for the next process i.e. calcining process.
Critical Parameters:-
01. Weighment of Raw material.
02. Moisture %.
03. Particle Size
- Calcination ProcessOpen or Close
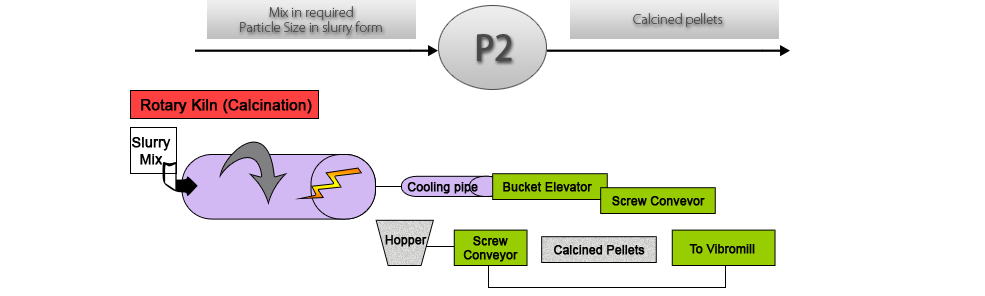
Brief Description:-
The mixture is calcined in a Rotary Kiln at a high temperature. Rotary Kiln uses LPG as fuel to achieve the necessary temperature. In this process, chemical reaction takes place and a weight loss of around 10% occurs and expelled in the form of CO2 from the system. Calcinations serves to convert the mix into the hexaferite phase in the form of crystals (pellets).
This is the pre-firing process which produces the basic magnetic characteristic in the raw materials. Calcination is done in a Rotory Kiln where the temperature is controlled in a very narrow band.
Critical Parameters:-
1.Bulk Density
2.Temperature
3.Feed Rate
- Coarse Milling ProcessOpen or Close
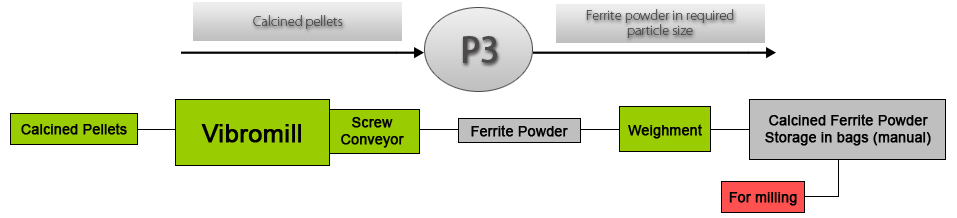
Brief Description:-
The Calcined material is Coarse-milled in Vibro-Mill to reduce the particle size. Vibro mill use long rods for grinding media, the rods grind the pellets by tumbling within the mill.
The coarsed milled powder which is obtained from Vibro Mills are fed into Attritors for fine milling. Necessary additives to enhance magnetic properties are added at this stage.
Critical Parameters:-
1.Mesh Analysis
2.Feed rate
- Fine Milling ProcessOpen or Close
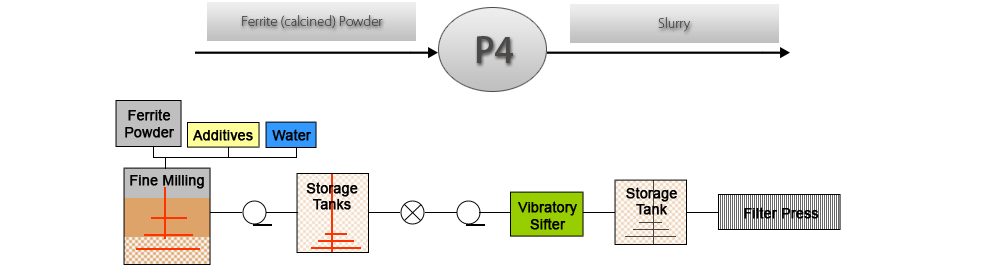
Brief Description:-
The Calcined powder is milled in Attritor by adding water to reduce particle size further up to 0.85 ~ 1.1 microns, the output of which is called Fine-milled Slurry. Steel balls are used in Attritor as milling media. Additives used in the process to enhance magnetic properties.
Critical Parameters:-
1.Particle Size
2.Recirculation
3.Current
- Kneading ProcessOpen or Close
Brief Description:-
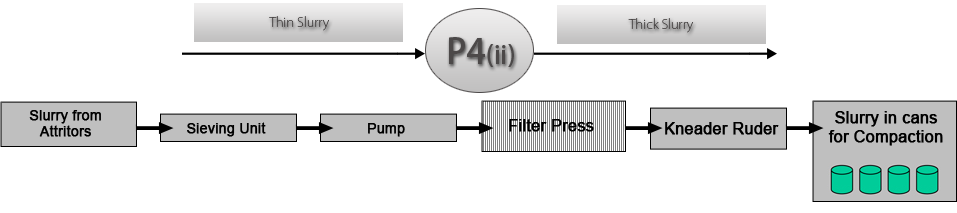
The Fine-milled slurry contains a moisture percentage of 60%, which is reduced to approx.30% after passing through Filter Press and Kneader Ruder. A twin-screw type kneader ruder helps for totally discharging every bit of material for better homogenization.
The thin slurry from Attritors is passed through filter press and is well kneaded to form homogenous slurry for wet press moulding.
Critical Parameters:-
1.% Solid (moisture)
2.Kneading Time
3.Sieving unit condition
4.Slurry density
- Compaction ProcessOpen or Close

Brief Description:-
The Fine-milled Slurry with around 30% moisture is compacted with the help of Presses to form the shape and size of the magnets by means of different moulds. During this process the particles are oriented in required direction. The moisture content is reduced to around 13% after compaction. Filter Cloth and Filter Mesh are used to filter water from fine-milled slurry. The compacted magnets are called Green Magnets. The green compacts are loaded into Dryer and Roller Hearth Kiln.
Critical Parameters:-
1.Final Compacting pressure
2.Green Density
3.Magnetic Current
4.Green Thickness
5.Vacuum pressure
- Sintering ProcessOpen or Close

Brief Description:-
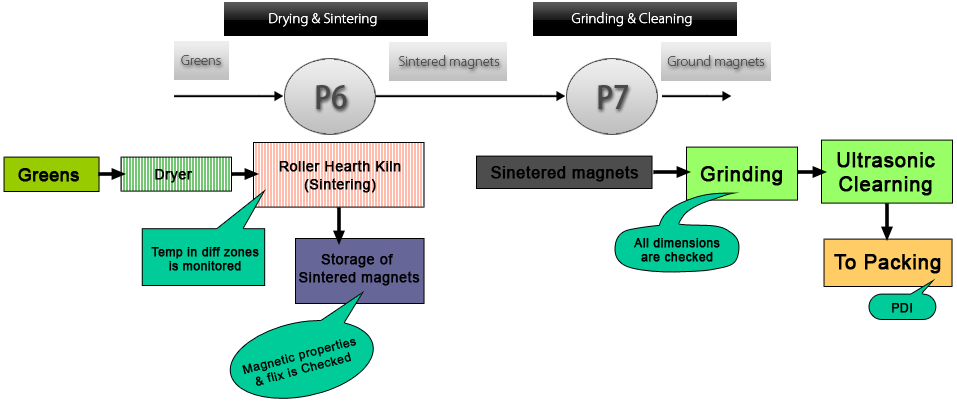
The Green magnets loaded on refractory tiles are passed through a Dryer and then through a Roller Hearth Kiln. Sintering process takes place at a temperature of around 1250°C. The Roller Hearth Kiln is an imported furnace, which uses air and propane mixture as fuel to achieve the necessary temperature. The refractory tiles are passed through the furnace by means of SS rollers and Sic Rollers. Sintered magnets are checked by QA for specified Magnetic Properties and Dimensions.
The green magnets from the moulding press are passed through a dryer and the sintering furnace which is basically a Roller Hearth Kiln with stringent temperature control facilities.
Critical Parameters:-
1.Sintering Temperature
2.Air Pressure
3.Speed
4.Magnetic Properties
- Process Flow Chart & Quality CheckingOpen or
Close
- Grinding ProcessOpen or Close

Brief Description:-
Sintered magnets need to be ground to maintain the thickness in a specified range. Ground magnets are finished product. Sintered magnets are ground by means of profile Grinders, Sintered magnets are passed through these grinding wheels to maintain dimensions of magnets within a specified range. After the grinding process, the magnets are checked by Quality Assurance Department for cracks, chipping and other physical defects. The accepted magnets are packed in cartons and stored in Finished Goods Store for onward dispatch to the customers.
The sintered magnets are ground in multi spindle segment grinders incase of arc segments. Thereafter they are cleaned in ultrasonic bath, dried and packed.
Critical Parameters:-
1.Ground Thickness
2.Width, OR, IR
3.Perpendicularity
4.Cleaning of magnets (Dust Free)
5.Packing As per Standard